Chemical processors find non-contact level sensors attractive for many reasons. Because nothing comes in contact with the material, there is no risk of equipment interfering with the process or rogue parts breaking off and getting stuck in equipment or contaminating materials. Plus, they provide continuous level measurement for optimizing inventory and preventing silos from running empty. No chemical processor wants to risk rejecting product because of a missing key material.
Popular non-contact technologies include 3D, radar and laser scanners. The sensor that might be best for your application is determined by a number of factors, including the material being measured, the amount of dust in the environment, the size of the silo and the desired inventory accuracy. Many options are available for data communications, mounting, wiring and installation, depending on project needs.
SEE THROUGH SILO WALLS WITH 3D SCANNERS
Using a 3D scanner level sensor is like having Superman’s X-ray vision. With its dust-penetrating technology, you can see the topography of material inside the silo using the graphical option in the software.The 3D scanner is mounted on top of the silo at an optimal location recommended for superior surface coverage, so the scanner can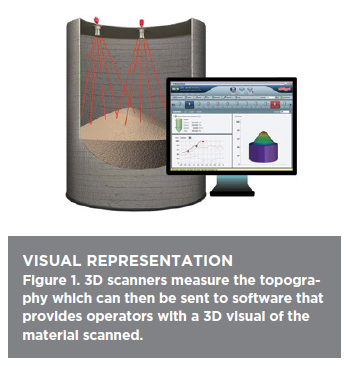 “see” the utmost material surface. It sends acoustic pulses that sound like chirping crickets to the material surface in a 15°, 30° or 70° beam angle depending on the model. It then measures and maps the material surface at multiple points to detect uneven topography.
“see” the utmost material surface. It sends acoustic pulses that sound like chirping crickets to the material surface in a 15°, 30° or 70° beam angle depending on the model. It then measures and maps the material surface at multiple points to detect uneven topography.
Distance is calculated using advanced algorithms that convert the difference between the timing the echo was sent and received to a distance. Data is sent via 4–20-mA or RS-485 output to software or a humanmachine interface (HMI) or programmable logic controller (PLC). The software records the data; calculates level, volume and mass; and creates an optional 3D visual of bin contents (Figure 1).
These 3D scanners come in a variety of models, which generally are chosen based on the vessel size, the desired accuracy, the need for a 3D visual and the operation’s budget. The 3D scanner level sensor measures multiple points on the material surface to account for irregular topography. Its precision measurement can calculate accurately within 1–3% of total stored volume. For chemical processors, it offers the added benefit of detecting cone up, cone down or sidewall buildup. Some models even offer a 3D visual of silo contents.
Different models of the 3D scanner are available based on a vessel’s diameter. A common application for 3D scanners in the chemical industry is with plastic additives and resins. The 3D software can communicate via RS-485 or transmit a 4–20-mA signal to an HMI in a centralized control room. These long-lasting sensors offer Class I and II hazardous location approvals important in the chemical refinery market.
One advantage of 3D scanners to operational efficiency is volume accuracy in large bins or domes. When silos are over 45 ft. in diameter, more than one 3D scanner can be used on a single vessel. The software takes into account measurements made by multiple sensors and aggregates them to a single volume and single 3D visual. This can be especially useful in vessels containing materials that pile unevenly such as boron, bentonite, lime and fertilizers.
 3D scanners offer built-in redundancy for reliability; they use three independent frequencies to transmit and receive to ensure accuracy. They require minimal maintenance because of their self-cleaning transducers. An optional Teflon-coated sensor(Figure 2) can be used if materials are excessively clingy or sticky. Software is available to manage multiple silos for chemical operations that have more than one silo or multiple locations to monitor inventory throughout the operation.
3D scanners offer built-in redundancy for reliability; they use three independent frequencies to transmit and receive to ensure accuracy. They require minimal maintenance because of their self-cleaning transducers. An optional Teflon-coated sensor(Figure 2) can be used if materials are excessively clingy or sticky. Software is available to manage multiple silos for chemical operations that have more than one silo or multiple locations to monitor inventory throughout the operation.
Accuracy comes with a few considerations. The 3D scanner must be installed in the recommended location on the silo roof to obtain the best accuracy results. This may require a new 8-in. opening on the roof for installation. Although sensor installation is fairly routine, it is recommended that the startup and system configuration be done by a trained technician. A 3D scanner will have a slower update rate and tracking speed versus a laser or radar; scanners take a few minutes, while the others take less than a minute.
Avoid installing 3D scanners where excessive noise may interfere with the acoustic technology. These scanners also are not recommended for very narrow bins that have corrugation. If an excessive internal structure may interfere with operation, a neck extension or alternative sensor technology is used. Due to its robustness, there is no loop power option.
THE NEW REALITY OF RADAR
Non-contact radar has become increasingly popular in the chemical industry since the recent introduction of 78- to 80-GHz frequency radar level sensors to the market Unlike the 26-GHz radar, radars using these high frequencies are reliable in dust. Their principle of operation is the same, but 80-GHz radar is less prone to erratic data or lost signals. High frequency radar has a 4° versus 10° beam angle for better precision and a 393-ft. measuring range.
Radar works by emitting an electromagnetic pulse through the antenna where the emitted signal then is reflected off the material and received by the antenna as an echo. The received signal’s frequency is different from the emitting frequency, with the frequency difference being proportional to the distance and the height of the material being measured. The difference is calculated using special algorithms contained in the sensor’s electronics, where the material height is converted and output as a measured value.
Because high-frequency radar works in excessive dust, it is reliable for measuring solid and powdered chemicals of any bulk density. Radar is powerful across long ranges, allowing it be used in narrow or segemented silos for single-point level measurement at distances up to almost 400 ft. The 4° beam is suitable for silos in which precise aiming is needed to avoid internal structures, the flow stream or sidewall buildup. It’s proven to work in silos with corrugation, excessive noise from falling materials or high temperatures. Fast reaction and updating times allow for tracking the filling or emptying activity. Radar also offers loop power capability to simplify installation.
Radar level sensors (Figure 3) can be mounted on top of silos, over piled material, on dome roofs or in storage bunkers for large-scale operations such as fertilizer plants. In material processing, radar is used over conveyors belts to prevent overloading or to detect when belts are running empty.
Radar sensors are available in three housing options, including plastic, stainless steel and aluminum. Mounting options include swiveling directional mounts designed to target the silo output and angled roof mounts. Data can be sent to a local display console; an HMI or PLC in a control room; to inventory desktop software such as Binventory; or web applications such as BinView for viewing on a phone, tablet or desktop computer.
The potential downside of non-contact radar is that it measures only a single point, as does laser. Therefore, it is not the recommended instrument when precise volume accuracy is needed for inventory management. Because it can’t detect material topography such as uneven piling or cone up or down, inventory accuracy will be similar to dropping a tape measure at a single point on the material.
In extreme conditions with both harsh dust and excessive humidity, an air purge may be required for optimal performance. In that case, between the cost of running compressed-air lines and paying for compressed air, preventive maintenance costs can add up quickly.
THE LOWDOWN ON LASER
A laser sensor (Figure 4) is mounted on top of the silo using an adjustable 10° mounting flange to aim the laser to the desired location, generally toward the cone’s output. During  configuration, the minimum and maximum distances are set using 4 and 20 inputs configured on the sensor. The sensor sends timed laser pulses to the material surface. The distance to the material is calculated using complex algorithms that convert the laser pulses to a data output. A compensation for “slant range” is made based on the beam’s angle to ensure accurate level measurement.
configuration, the minimum and maximum distances are set using 4 and 20 inputs configured on the sensor. The sensor sends timed laser pulses to the material surface. The distance to the material is calculated using complex algorithms that convert the laser pulses to a data output. A compensation for “slant range” is made based on the beam’s angle to ensure accurate level measurement.
Laser can be a good fit for the chemical industry when it is installed in low- or no-dust environments. Because of its very narrow beam, it is a good option for level control in narrow vessels common to chemical storage. It also can be used for material detection in space-constrained equipment in which precise targeting is needed. For materials that don’t flow freely, it can be used for monitoring buildup when installed above the monitoring point or directed toward the sidewall.
Other advantages of laser are its adjustable, swiveling mounting flange, which is flexible up to 10°. This may allow for use of an existing mounting location and eliminate drilling another hole in the silo roof. Laser’s narrow beam can be directed to avoid obstructions that could interfere with sensor operation. It is configured easily in the field using a USB port; configuration can be performed without filling or emptying the vessel. Laser has a fast update rate of eight times per second and features integrated dust protection for minimal maintenance.
Laser’s major disadvantage is that it is not recommended for use in dusty environments. Plus, it measures only a single point in the silo, which could be problematic for materials that don’t flow freely or pile unevenly in the silo. It can be subject to interference from falling materials that can temporarily render the readings inaccurate. If used in a silo with any dust, it may need an air purge option to keep lenses free of buildup for reliable performance.
When it comes to non-contact level sensors, one size doesn’t fit all. In fact, many chemical processors use a combination of sensors — both continuous and point level — to keep their plants running smoothly. Different sized silos, different materials and different material management objectives all come into play when selecting the right sensor for your operation.
By Jenny Nielson Christensen, BinMaster





